



 |
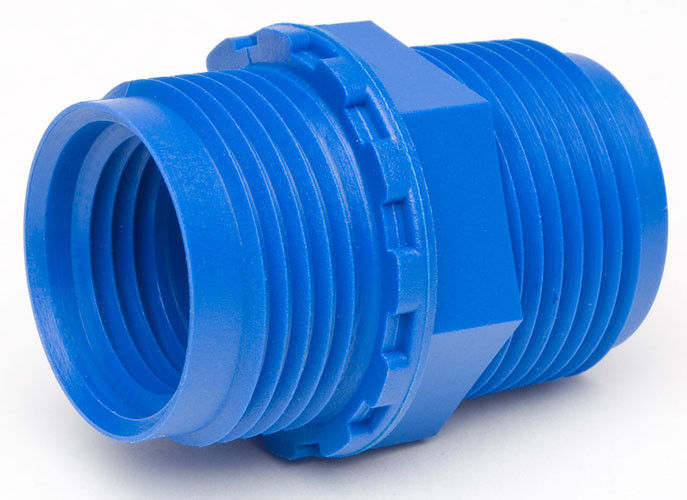
Estándar interno interno/del exterior del moldeo a presión de los hilos del NPT del hilo
Datos del producto:
| Lugar de origen: | China |
| Nombre de la marca: | FORWA |
| Certificación: | ISO9001:2008 ISO14001:2004 |
| Número de modelo: | F16125 |
Pago y Envío Términos:
| Cantidad de orden mínima: | 1set |
|---|---|
| Precio: | negotiable |
| Detalles de empaquetado: | Molde: embalado por el cartón de madera, piezas plásticas: caja |
| Tiempo de entrega: | T1 de 35 días |
| Condiciones de pago: | T/T |
| Capacidad de la fuente: | 50Sets por mes |
|
Información detallada |
|||
| Nombre del producto: | moldeo por inyección de plástico | Tipo: | el desatornillar con el cilindro hidráulico |
|---|---|---|---|
| Cavidad: | 1 * 1 | Material de la base/de la cavidad: | 1.2343/1.2311/SKD61, S136, P20, H13,738H… |
| Acabamiento superficial: | VDI3400 27 | Sistema del corredor: | Corredor caliente |
| estándar: | HASCO | materia prima: | PA6 GF35 |
| Resaltar: | moldeado en partes movibles roscados,hilos internos del moldeo a presión |
||
Descripción de producto
Los tipos internos del hilo del exterior del hilo del hilo NPT del moldeo a presión roscan estándar
Especificaciones:
El Forwa-molde, localizando en Dongguan, China, es fabricante plástico profesional del moldeo por inyección con experiencia de los años en este campo. Podemos proporcionar moldes de la alta precisión, el prototipo y moldes endurecidos complejo de la suavidad.
Equipamos CNCs de alta velocidad, cortes del alambre en casa. Utilizamos el software (es decir UG, favorable-e, IGS, leva principal, AutoCAD, y Solidwork) para el diseño de molde y el análisis de MoldFlow para nuestros clientes ante la fabricación del molde. Los componentes estándar que utilizamos para construir el molde se compran de DME, de HASCO etc. También, COC para todo el acero que compramos será proporcionado.
Piezas incluyendo las cuales sea crítico en la fabricación de los productos para un arrage ancho de industrias y de usos:
- Médico
- Electrónica
- Automotiv
- Industrial
- Consumidor
- Telecomunicaciones
- Ambiental
- Ordenadores
- Punto-de Purchase
- Militar
- Construcción
- Seguridad
Los hilos masculinos se complican menos para producir que los hilos femeninos. Los hilos masculinos se echan como abierto y cierran el moldeo por inyección excepto a veces donde el resto del diseño de la pieza dicta donde la línea de despedida será localizada. Si los hilos masculinos necesitan ser echados en la posición vertical, el uso de la acción de la leva o de las diapositivas hidráulicas de la acción se requiere debido a la socava que se produce del hilo.
Por el contrario, los hilos femeninos de lanzamiento presentan siempre una situación de la socava. Éstos tipo de hilos necesitan ser desatornillados para tener la pieza quitada del moldeo por inyección. Hay maneras diferentes de alcanzar esto. La manera más común usada está por los motores hidráulicos o eléctricos que desatornillan automáticamente la base roscada de la partición moldeada. El motor hidráulico es la menos opción costosa. Los corazones roscados tienen engranajes del wurm atados que se acoplen con el engranaje de impulsión principal. Hay una cadena que conecta el engranaje impulsor del molde con el engranaje en el eje del motor impulsor. Hay algunas diversas opciones de desatornillar los corazones que son dictados a veces por el diseño de la pieza. El uso más común es después de que el moldeo por inyección se abra, los corazones es desatornillado por la impulsión del motor que desatornilla. La hora se puede fijar así que las paradas del motor una vez que la pieza está desatornillada de la base. En este uso la pieza necesita ser llevada a cabo en el lugar así que la pieza no da vuelta durante el ciclo que desatornilla. Esto se puede alcanzar por una variedad de diseños. Una vez más esto es dictada siempre por el diseño de la pieza. A veces los hilos necesitan ser desatornillados antes de que el molde se abra. Esto es alcanzada por los contadores de tiempo y/o el control de máquina. Generalmente, esta opción de moldear los hilos femeninos se incorpora para las altas piezas de la producción debido al costo implicado.
En el caso de la inyección del bajo volumen y del prototipo las piezas moldeadas, los hilos femeninos se echan con corazones cargados a mano. En este proceso rosca se muelen comúnmente en tres corazones cargados a mano. Una base necesita ser cargada en el molde por los medios de clavijas posicionadoras de colocar la base en la posición abierta del molde. El molde entonces pasa durante el ciclo del moldeo a presión. Después de que el molde se abra, la pieza se expulsa con una base cargada a mano atada. Otra base cargada a mano se inserta en el molde. Durante el ciclo siguiente del moldeado la base cargada a mano que fue expulsada con la pieza después del ciclo anterior está desatornillada manualmente de la partición moldeada inyección. Este proceso dobla la duración de ciclo de la parte moldeada inyección que en efecto sube el precio de la pieza pero es generalmente muy rentable en producir piezas del prototipo.
Otra opción para echar los hilos femeninos está por el uso de corazones plegables, pero esto es una opción muy costosa. Por el uso de estos corazones plegables esencialmente el moldeo por inyección se considera un molde abierto y cerrado.
Éstos son algunas de las opciones mas comunes de producir los hilos en piezas moldeadas inyección. Estos hilos pueden ser echado a +/- .002 tolerancia.
Tipos y designaciones del hilo de tubo
Descripción: Diversos tipos de roscas de tornillo se han desarrollado para sujetar, y los sistemas hydráulicos. De la preocupación especial es el plástico-a-metal, forma cónica/paralelo las juntas roscadas en circuitos hidráulicos. Se proporcionan una discusión y las recomendaciones de crear una conciencia de diversos tipos eads y cómo se utilizan.
Muchos diversos tipos de roscas de tornillo se han desarrollado en un cierto plazo. Los usos incluyen componentes de la cerradura, y los circuitos hidráulicos y neumáticos. En el siglo XIX, los fabricantes que necesitan las sujeciones idearían sus propios sistemas. Esto dio lugar a problemas de la compatibilidad. El ingeniero industrial y el inventor ingleses, sir José Whitworth idearon un sistema que roscaba uniforme en 1841 para ocuparse de estas dificultades. La forma del hilo de Whitworth se basa en un ángulo del hilo de 55 grados con las raíces y las crestas redondeadas.
En América, los vendedores de Guillermo fijaron el estándar para las nueces, los pernos, y los tornillos que se convirtieron en el hilo afilado tubo nacional (NPT) en 1864. Su ángulo del hilo de 60 grados, de uso corriente por los relojeros americanos tempranos, permitió la Revolución industrial americana. Éstos roscan formas se convirtieron en más adelante la American National Standard.
La forma del hilo de Whitworth fue seleccionada mientras que un hilo de conexión para los tubos, que fue hecho autoadhesivo cortando por lo menos uno de los hilos en una forma cónica. Éste se conocía como el hilo de tubo del estándar británico (forma cónica de BSP o hilo del paralelo de BSP). El hilo de Whitworth ahora se utiliza internacionalmente como hilo estándar para articular las tuberías de acero con poco carbono.
La conexión más conocida y más ampliamente utilizada donde el hilo de tubo proporciona la junta mecánica y el sello hidráulico es el hilo afilado tubo nacional americano, o NPT. El NPT tiene un hilo masculino y femenino afilado que los sellos con la cinta del Teflon o el compuesto de la articulación.
Los hilos de tubo usados en cuits hidráulicos del círculo se pueden dividir en dos tipos:
a) que articula los hilos - son los hilos de tubo para las juntas hechas presión apretada sellando en los hilos y son externo de la forma cónica e hilos internos paralelos o de la forma cónica. El efecto del lacre se mejora usando un compuesto de articulación.
¿b) hilos de la cerradura? son los hilos de tubo donde las juntas apretadas de presión no se hacen en los hilos. Ambos hilos son paralelos y el lacre es afectado por la compresión de un material suave sobre el hilo externo, o una junta plana.